
Introduction
The ultrasonic echo-to-echo technique utilizes gates set around two consecutive backwall echoes and measures the difference between them. This difference negates the coating thickness and returns just the part thickness.
The echo-to-echo technique is useful because the coating can add a substantial error to the overall thickness reading. This is especially true on painted piping and structural steel. The error incurred is actually about 2 to 3 times the thickness of the coating, because the velocity of sound through paint is that much slower than through steel.
Explanation
But how exactly does the echo-to-echo technique manage to subtract the paint thickness? The simple math in the following figure will demonstrate:

As an exercise, a simple zero-degree transducer is used to calibrate on a steel step block. The two gates are set around the 1st and 2nd backwall echoes and both are reading correctly, as well as the “2-1” (echo-to-echo) reading:
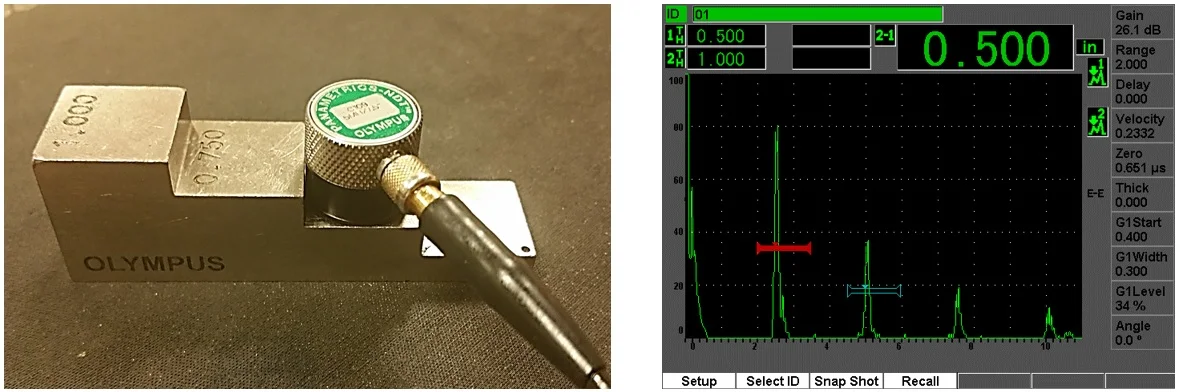
Next, a piece of plastic used to simulate paint is coupled to the block. The 1st and 2nd backwall echoes both increase, but the “2-1” reading remains at 0.500 inches, correctly negating the coating thickness:

A couple of things to point out:
First, it is important to ensure that the gates trigger on the same waveform locations during calibration and inspection. This means paying careful attention to the shape of the waveforms, utilizing the gate modes properly, and selecting the appropriate rectification.
Notice how messy the signal gets once the coating is inserted. These are the repeating echoes inside the coating layer. Expect to contend with these when dealing with painted surfaces.
The 1st and 2nd backwall echoes increased by 0.036 inches when the coating was applied. This does not mean the coating is 0.036 inches thick. The coating is about ½ to 1/3rd of this, or 0.012 to 0.018 inches.
Exceptions and Workarounds
Echo-to-echo doesn’t work equally in all cases. For one, it’s better suited to single rather than dual crystal transducers, as the latter transmit at a slight angle (due to pitching from one side and catching on the other) that result in mode converted echoes after the first backwall. Secondly, it isn’t reliable on internally pitted surfaces where repeating echoes are hard to resolve.
If inspecting for internal pitting through a painted surface, the echo-to-echo technique can be used in an adjacent area free from corrosion to measure the actual remaining wall by first finding the average coating thickness in terms of metal thickness, then subtracting this amount from the first backwall echo reading. This is an important point, which is why I pressed Ctrl-B, Ctrl-I, and Ctrl-U. Remember that the difference of 0.036 inches in the previous example was not the coating thickness, it was the equivalent coating thickness in terms of metal thickness.
Example
Perform echo-to-echo on an area free from internal corrosion and note the difference between the 1st backwall echo reading and the echo-to-echo reading (in the previous example, this was 0.036 inches)
Perform readings through the painted surface, noting the position of the 1st backwall echo
Subtract the difference in step 1 from the reading in step 2, and note the correction on the report
Conclusions
The thickness of the coating is usually not important to the client when performing thickness surveys. Oftentimes, reports will indicate thickness values in excess of nominal because they include the coating, even in the face of known internal corrosion. The technician should be aware of all the techniques available to them, and the limitations, and attempt to utilize them appropriately.
The techniques illustrated are meant for informational purposes and are not intended to be used in lieu of the procedures one has been instructed to use.
The small print: Explaining the basic principles and benefits of echo-to-echo is nothing new, I know. The whole point of the article is the fancy graphic with the math. Someone asked me once how it worked, so this is how I explained it to them.